


Exhibition
MECHATRONICS TECHNOLGY JAPAN 2025 (MECT 2025)
MECHATRONICS TECHNOLGY JAPAN 2025
Exhibition Report
Thank you very much for visiting our booth at the “Mechatronics Technology Japan 2025.”
We extend our heartfelt gratitude to all attendees.
We look forward to your continued support of our company and products.
Here is a partial introduction to our exhibition content.
▽ Automated Inverter Case Deburring
[Applied Spindles: BMS-5010, NR-3060 + EM-3030T-J]

Example of Robot-Mounted Application
Cutting of gate residue using high-torque spindle [BMS-5010] → Deburring of outer parting line performed using floating spindle [NR-3060 + EM-3030T-J + AF-30 type (FINESYSTEM Co., Ltd.)] combining straight spindle with FINESYSTEM air-float type attachment.
[Key Point]
Automated deburring of die-cast inverter cases achieved by mounting two spindles (high-torque spindle and floating spindle) on the robot hand.
▽ Alloy tool steel: R0.5 CBN ball end mill finishing
[Applied Spindles: HTS1500ZZ-M2040]

Example of Machining Center Application
Alloy tool steel: SKD11 (60HRC) machining example using an R0.5mm CBN ball end mill.
Cutting comparison performed between the machine’s main spindle (40,000 min⁻¹) and the [HTS1500ZZ-M2040] (130,000 min⁻¹) turbine spindle designed for machining centers.
[Key Point]
Compared to conventional conditions (machine’s main spindle), machining time was reduced by 52%.
Furthermore, the machined surface finish (surface roughness) and tool wear exceeded the results of the conventional conditions (machine’s main spindle), achieving improvements in both “productivity” and “quality.”
▽ Plastic mold steel R0.15 CBN ball end mill finishing
[Applied Spindles: ABT-1000]

Example of Machining Center Application
Cutting example using an R0.15 CBN ball end mill on PD613 (HRC58) steel mold for plastics.
High-quality finishing was performed using the air-bearing turbine spindle [ABT-1000] (100,000 min⁻¹).
[Key Point]
A high-quality surface finish of Ra 0.03 μm was achieved with the high-precision machining on the extra hard PD613 (HRC58).
▽ Brass R2 ball end mill machining
[Applied Spindles: BMF-3160-CTZ]

Case study of CNC Automatic Lathe (CITIZEN: Cincom L20Ⅻ LFV) cross-mounting.
After rough machining the brass (C3604) workpiece with a standard rotating tool (GSC1310), finishing was performed using the CNC automatic lathe spindle [BMF-3160-CTZ].
[Key Point]
Electrification of Cincom’s standard rotating tools and speed-increased spindlesenablesfurther high-speed machining (maximum rotation speed 60,000 min⁻¹).
Compared to conventional conditions (standard rotating tool), feed rates increased tenfold. This enables significant productivity improvements.
▽ Brass φ1×3mm & φ3×13mm Drilling
[Applied Spindles: BMF-3160-CTZ, BMF-3130-CTZ]
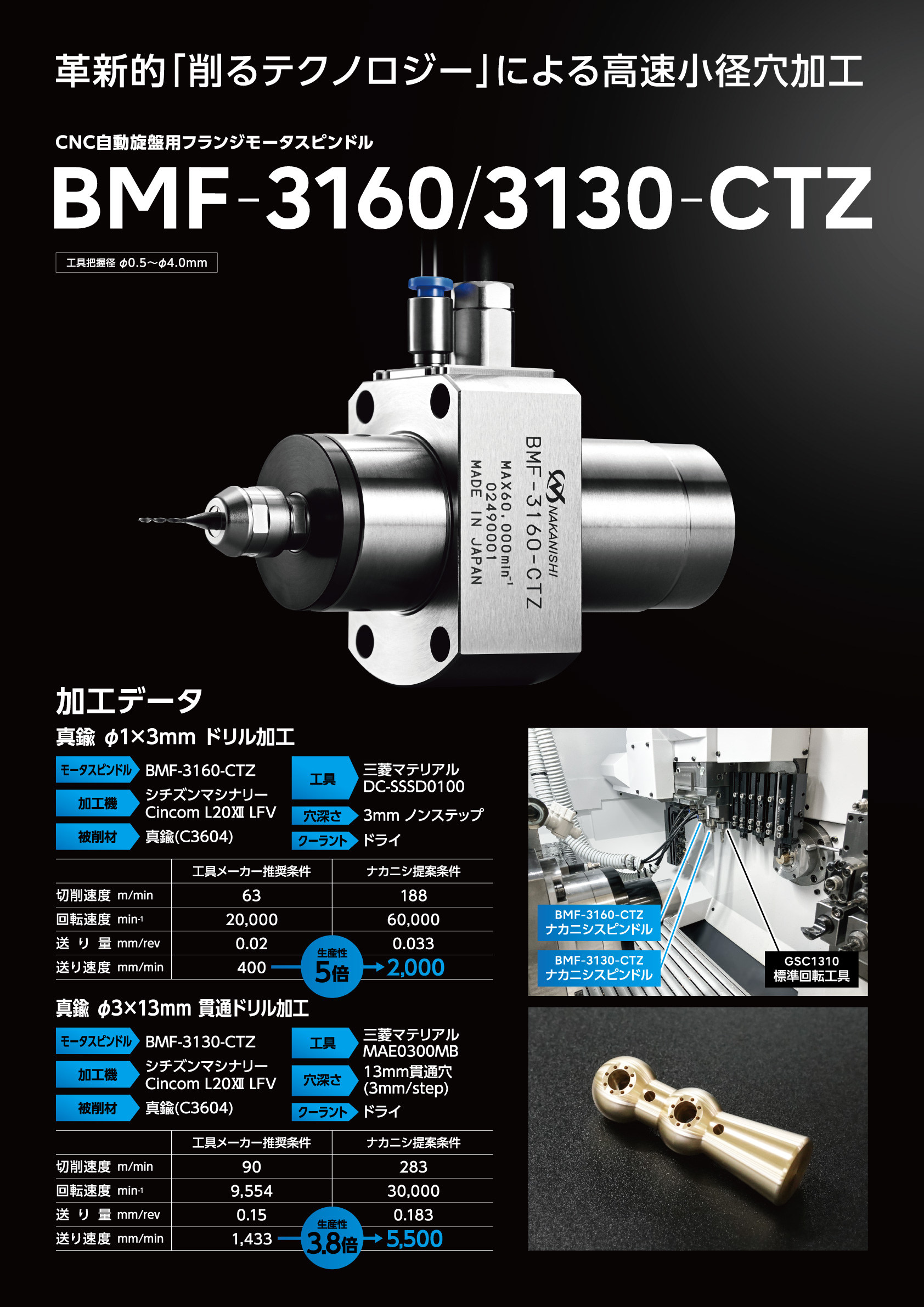
Example of cross-mounting (2 tools mounted) on a CNC automatic lathe (CITIZEN: Cincom L20Ⅻ LFV).
Performedφ1×3mm drillingon brass (C3604) workpieces usingthe 60,000min⁻¹CNC automatic lathe spindle [BMF-3160-CTZ] and φ3×13mm through-hole drilling using the 30,000min⁻¹CNCautomatic lathe spindle [BMF-3130-CTZ].
[Key Point]
By equipping high-speed rotation spindles, feed rates were increased by 5 times for φ1×3mm drilling (BMF-3160-CTZ) and 3.8 times for φ3×13mm through-hole drilling (BMF-3130-CTZ) compared to tool manufacturer recommended conditions, enabling significant productivity improvements.
▽ Stainless steel φ0.5×6mm through-hole drilling
[Applied Spindles: CTM-4020]

Drilling example using the 30MPa high-pressure coolant compatible spindle [CTM-4020].
Stainless steel: SUS303 φ0.5×6mm (L/D=12) through-hole drilling case study conducted.
[Key Point]
By employing a coolant-through spindle (30MPa compatible) for the challenge of small diameter (φ0.5) deep holes (L/D=12), feed rates were doubled compared to tool manufacturer recommended cutting conditions, achieving significant productivity gains.
▽ Stainless Steel φ1×20mm Through-Hole Drilling
[Applied Spindles: CTMF-3130]

Drilling example using the 20MPa high-pressure coolant compatible spindle [CTMF-3130].
Example of through-hole drilling φ1×20mm (L/D=20) in stainless steel: SUS304.
We also conducted a machining comparison between external lubrication (conventional product) and internal lubrication (20MPa high-pressure coolant-through compatible spindle).
[Key Point]
By using a coolant-through spindle (20MPa compatible) for the challenge of small diameter (φ1) deep holes (L/D=20), machining time was reduced by 96% compared to conventional products. This enabled a significant improvement in productivity.
(External Coolant Supply (Conventional Product) → 85.0 seconds/hole, Internal Coolant Supply (20MPa High-Pressure Coolant) → 3.4 seconds/hole)
Contact Us >>
Sales Network >>
■ Scenes of the exhibition










Exhibition information
- Dates
- Oct. 22–25, 2025
- Venue
- Port Messe Nagoya
- Booth No.
- Exhibition Hall 3 No.3E19